
Tubs aïllants tèrmics

Aplicació
1. S'utilitza per a mitja tensió fins a 36 kV
2.Protecció contra la humitat i la pressió
3.Adequat per a la terminació del cable i la protecció d'aïllament de connexió intermèdia
Característica
1. L'adhesiu de fusió en calent proporciona una millor impermeabilitat
2.Tipus de recobriment: recobriment de pel·lícula
3. Excel·lent resistència a la corrosió
4. Resistència UV i resistència a la intempèrie
5. Sense halògens
6.Propietats elèctriques i mecàniques superiors
7. Relació de contracció 3:1
8.Paret mitjana
Característica
1. Funció preferible d'aparells elèctrics
2. Aïllament fiable
3.Segellat hermètic superior
4. Excel·lent prova de calor / fred, impermeable, anti-envelliment,
5. Àmpliament utilitzat en el camp de l'energia elèctrica, electrònica, petroli, enginyeria química, construcció i comunicació
La producció de tubs termocontraíbles ha de seleccionar primer el masterbatch adequat i després seleccionar els materials auxiliars per produir
La carcassa de la carcassa tèrmica.
1. El procés de producció del tub termocontraíble és, en primer lloc, la producció de masterbatch de sangonera de poliè: combinant diversos materials de base de sangonera de poliè amb diversos materials auxiliars funcionals
Els materials es pesen segons la proporció de la fórmula i després es barregen: els materials barrejats es posen en una extrusora de doble cargol i es granulen per produir un masterbatch funcional de sanguijuela de poliè.
2. Procés d'emmotllament del producte: segons la forma del producte, es poden utilitzar dos mètodes d'extrusió d'un sol cargol i emmotllament per injecció.
Per al processament i producció:
1. Tipus d'extrusió d'un sol cargol: s'utilitza principalment per a l'emmotllament per extrusió de tubs dissipadors de calor, com ara tubs termoretràctils d'una sola paret, tubs termoretràctils de doble paret amb cola i gruix mitjà.
Els tubs de dissipador de calor de paret, els tubs de dissipador de calor de barra d'alta pressió, els tubs termocontraíbles d'alta temperatura i altres productes es processen i es formen mitjançant extrusió d'un sol cargol.
La línia de producció de tubs termocontraíbles hauria de tenir els equipaments següents: extrusora (formació de tubs dissipador de calor), motlle de producció, dipòsit d'aigua de refrigeració, dispositiu de tensió i
Dispositiu de disc, etc.
2. Emmotllament per injecció: s'utilitza principalment per a la producció de peces de forma especial termocontraíbles, com ara taps de dissipador de calor, faldilles de paraigua termocontraíbles, bressols de dits termocontraíbles i altres productes
Tots utilitzen modelat per injecció, i l'equip de producció hauria d'incloure màquines d'emmotllament per injecció i motlles d'injecció.
3. El següent pas important és la reticulació de la radiació.Els productes formats per extrusió o modelat per injecció són encara estructures moleculars lineals.
Estructura, el producte encara no té la "funció de memòria" i el rendiment de la resistència a la temperatura, la resistència a l'envelliment i la resistència al desgast no és suficient.
Canvia l'estructura molecular del producte.El mètode que utilitzem habitualment és la modificació de la reticulació de la radiació: la reticulació de la radiació de l'accelerador d'electrons, la radiació de la font de cobalt
Reticulació, reticulació química de peròxid, en aquest moment la molècula canvia d'una estructura molecular lineal a una estructura de xarxa.Els productes extrusats estan passant
Després de la reticulació, té un "efecte memòria", que millora molt la resistència a la temperatura, les propietats mecàniques i les propietats químiques del tub termocontraíble.La taula específica
Ara el tub dissipador de calor ha canviat de l'estat de tolerància a incompatible, resistència a l'envelliment, resistència a l'abrasió i resistència a la corrosió química.
4. Emmotllament per expansió: el producte modificat per reticulació de radiació ja té un "efecte de memòria de forma" i té un alt
Rendiment sense fusió a temperatura.Després d'escalfar a alta temperatura, bufar al buit i refredar, es converteix en el tub termocontraíble acabat, i després segons el tub
La situació real de l'embalatge i tancament del producte acabat també es pot tallar i imprimir segons les necessitats del client.També hi ha disponible un embalatge normal neutre.
Rendiment
| Prova | Mètode de prova | Requisit |
| Temperatura de funcionament | UL 224 | -50 a +125 ℃ |
| Resistència a la tracció | ASTM D 2671 | ≥14 Mpa |
| Allargament al trencament | ASTM D 2671 | > 400% |
| Elongació a la ruptura després de l'envelliment per calor | ASTM D 2671 158 ℃/168 hores | ≥300% |
| Encongiment longitudinal | UL 224 | 0±5% |
| Taxa de paret parcial | ASTM D 2671 | <30% |
| Retard de flama | VW-1 | Passar |
| Resistivitat de volum | IEC 93 | >1014Ω.m |
| Estabilitat del coure | UL224 | Passar |
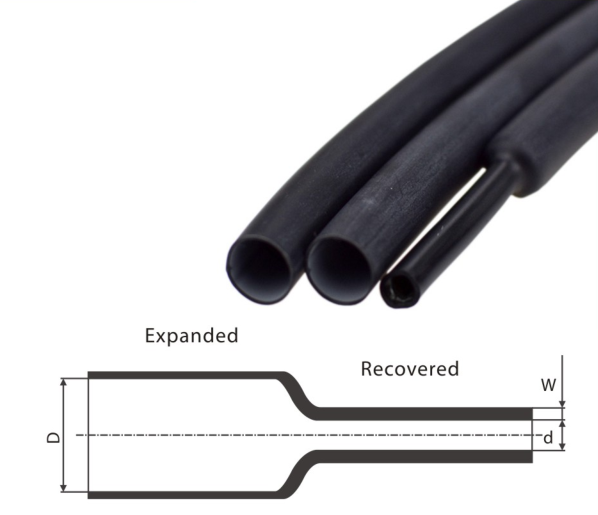
| Tipus | Interval de diàmetres d'aplicació (mm) | Ampliat (mm) | Recuperat (mm) | |
| D(min) | d(màx.) | W(min) | ||
| RSG-15/5 | 4,5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6,5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6,5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





